Time to tackle the botton of the A posts where they meet the sills. It’s all pretty grotty down at there on both sides of the van, probably because unless this area is closed off from the elements where the sills slot into the the toe board, water will get in rust will be the result. First job is to tack the sills in place, so that I have something from which to measure the A post repair section from. Underneath the van, here’s were the floors join the sills. I punched holes in the floor flange and just made a few plug welds to hold it all in place.

The A post repair section comes with a short lengh of tube, some rivnuts and a nut and bolt. The rivets and single nut bolt and 2 washers remain a total mystery to me – I’m sure they are included in the repair pack for some reason, but neither I, ECAS or the Dutch manufacturer of the parts were able to fathom out what that reason is, so I’ll just keep them in their little bag and then file them under B1N later. The tube is used to reinforce the join between the old and new A post sections, sliding neatly inside, it will give me something to weld to and minimise the risk of blowing a hole through where the join will be. I bought another metre of half inch tube (or ‘Toob’ as they say in Norfolk) as I’ll need a bit more than what was supplied with the repair section because I’ll be doing both sides.

Here’s the bit of A post, ready to bridge the gap where I chopped out the rotten section. I spent a good 10 mins on the grinder wheel, shaping the bottom of the A post where it joins the sill.


There’s no point in trying to salvage the bottom hinge brackets – the bits of steel which the hinges bolt to as they have been repaired once already and will become hoplessly out of shape if I try and cut them off and we reweld them. I have a pair of replacements ready…
You can see below where I’ve stitched in the A post repair section and welded the bottom of it to the sill. This required a bit of dressing with the flap wheel and grinder but all in all has gone quite well. It’ll need a skim of filler to tidy it up properly. I used the A panel as a template to line everything up – top tip!

This is the inside edge of the A panel – once welded the flange will be folded over to close the join.


I folded the edge over with a panel beating hammer and dolly. The trick is not to overwork the steel, the more you bash it, the harder it becomes. It’s took a while to finish this off but eventually I managed it. Below is the A panel fitted, with plug welds to join it to the firewall and all the way down the A post to the sill. A bit of seam sealer will be needed inside the gutter as this is exposed to the elements.

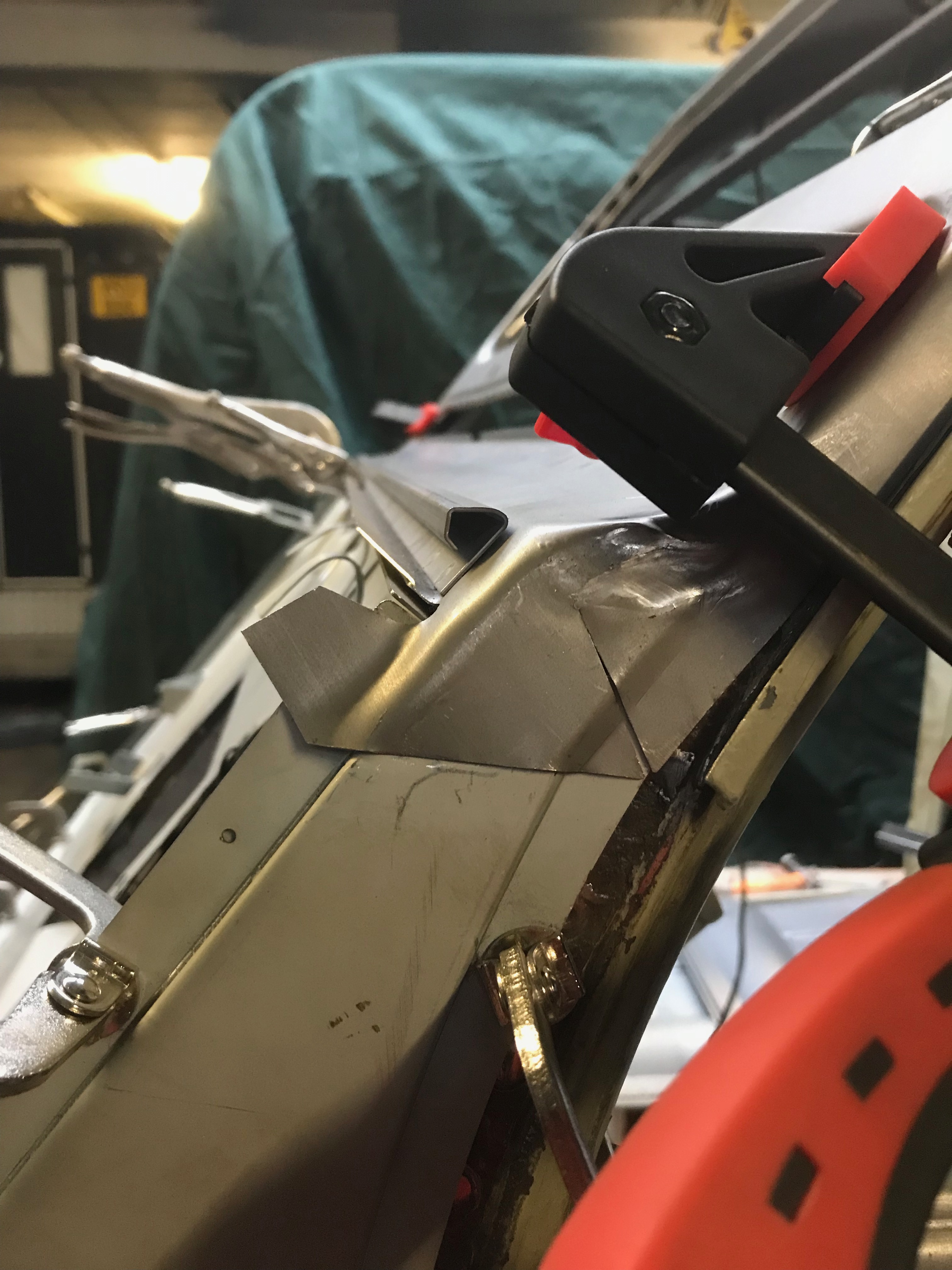
Lastly, I dressed the join where the sill slots into the toe board and have seam welded it. This was tricky to weld and turned out a bit ‘blobby’ where I attempted to run a nice fillet along the join. There’s a big gap here, it would not have welded very well ‘as’ is’


Here are the 2 old A post sections, complete with hinge mounts.


Flushed with success, I did the same on the nearside, although I haven’t welded the A panel in yet as I ran out of gas (or I might have forgotten to turn it off) . You can see below all the holes are ready for plug welding. This all went relatively easily – especially after the nightmare of the windscreen. Next jobs – fit the bottom hinge brackets and see if the doors still fit (I’m sure they won’t), join the top of the firewall to the bonnet hinge flange, and check to see if the windscreen will still fit in its new aperture. I’m less worried about the screen fitting than everyone else is, because my son works for a glass company and he said he can make me a new laminated screen to my measurements if needed..