As the title suggests, I’m back from my holiday in Crete with renewed enthusiasm to get on with the work on the van. Starting with what has now become a ritual sweep and tidy up in the workshop, I tackled a few of the smaller jobs on the ever growing list of things to do. Quite why the list is growing and not shrinking must be down to poor planning on my part or it’s someone else’s fault.
I screwed some wheels onto the table that I’ve been using to store the body on while it’s off the chassis. I only wish I’d done it sooner because now that it’s mobile, I can wheel the table with body and all, around the workshop and work on different parts of it without having to move a million things out of the way first. To celebrate this new found freedom, I wheeled the table + body combo to the shutter door of the workshop, so it was as good as outside in the open air and then etch primed both sides of the new rear wings, petrol tank and spare wheel covers and the underside of the floors and toe board. Due to a problem with the workshop compressor, which became apparent when the motor just kept running and running and running… until the tank safety valve blew off with an almighty bang, whoosh and hissing noise, I had to use my small compressor and an equally small HVLP (high volume, low pressure) paint gun, which had about as much oomph as a rattle can and only holds about a wine glass full of paint, so took ages. At least the overspray was minimal and I didn’t fill up the whole workshop with paint fumes, which was nice.. If the workshop compressor is toast, I’ll have to think about procuring another one from somewhere. My tiny 2hp 25 litre ‘Aldi’ special is not going to be able to pump enough air for me to be able to paint the whole van.
While I had the van on its side , I finished brush painting the rest of the underside with Hammerite. Short of stripping the underneath of what looks like a few coats of POR 15 and god know what else, I concluded that Hammerite over the top of it what is already there is the only viable option. I don’t think it will do any harm and it will tidy up most of which will remain unseen when the body is back on the chassis.
Here’s a picture of the underneath. The greeny coloured paint on the floors is the new etch primer. It’s acid based and will have bitten right into the steel, which will be a good base for the proper (grey) epoxy primer coat which will be next to go on.

Other small but equally satisfying jobs:
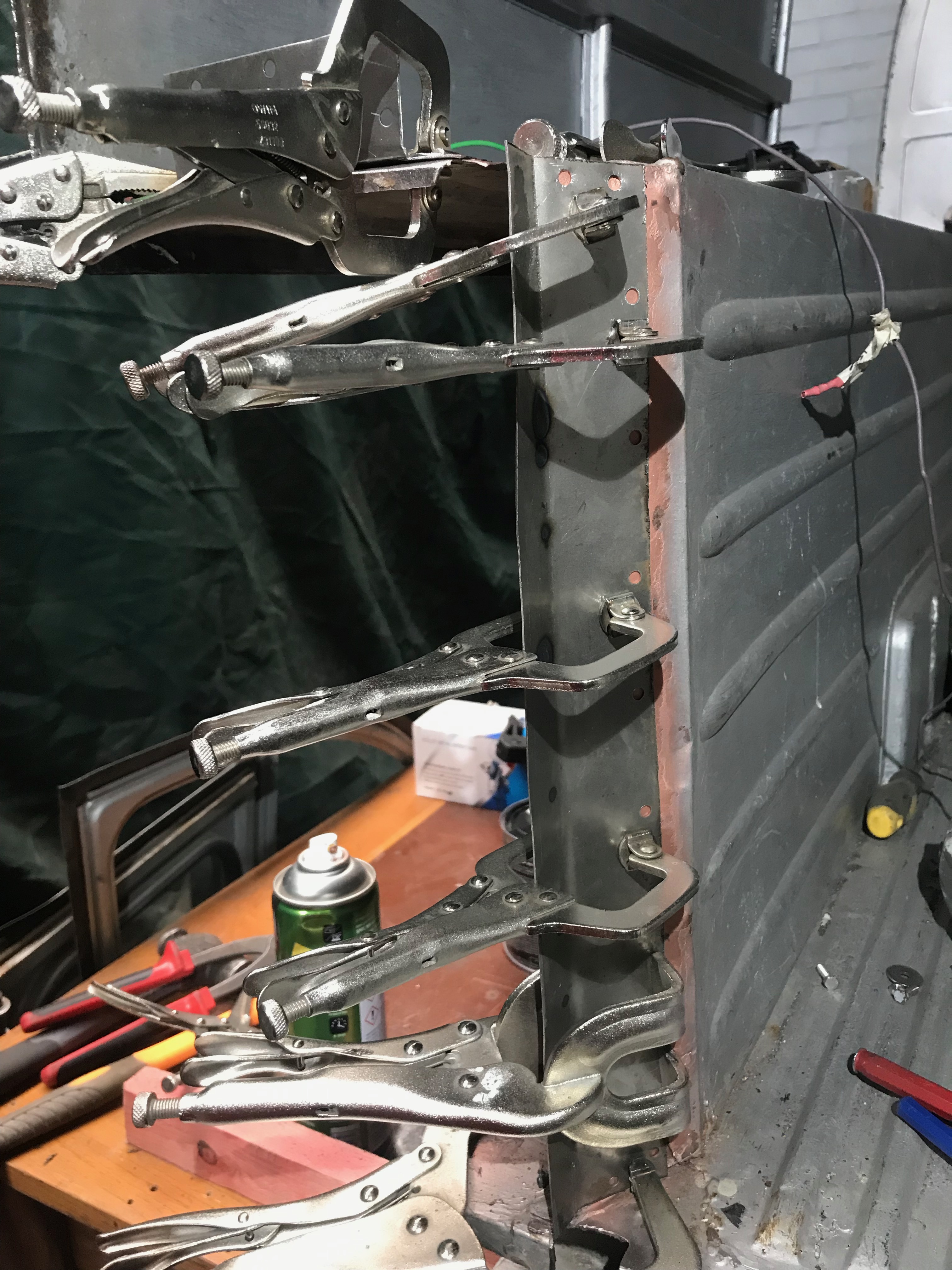
I fitted the new drip channel to the back of the van (above the rear doors). This was just a case of punching a series of holes in the new channel, clamping and plug welding it to the body. I’ve ground off the excess weld and it looks pretty tidy now. I’ll put a smear or filler – or body sealer over any small holes, before painting. It’s both surprising and disconcerting how much more solid the panel is now with the addition of this small strip of new steel.


I also made a proper (round) patch for the ‘spare’ ventilation hole in the bulkhead by cutting out a circle of sheet steel and carefully tack welding it into place at 12, 3, 6 and 9 o’clock positions, then I filled in the gaps with small tacks and ground off the welds flush with the rest of the bulkhead. Most of it will be covered up with the master cylinder bracket but filling the hole in properly means that I won’t have a permanent draught of cold air blowing onto my feet from the engine bay.
I’ll need fit another heater nozzle into the bulkhead on the drivers side as the original was sacrificed when the van was converted from the chassis mounted pedal arrangement to the more modern pedal hanger arrangement. It’s a shame that I had to block the hole off as I now need to cut another one the same size next to it – without the new hole I will have no heating on the drivers side footwell and my feet will get cold. I’m also going to need to fit a second heater nozzle to the new hole in the bulkhead so that the hot air can flow into the cab – does anyone have one spare?
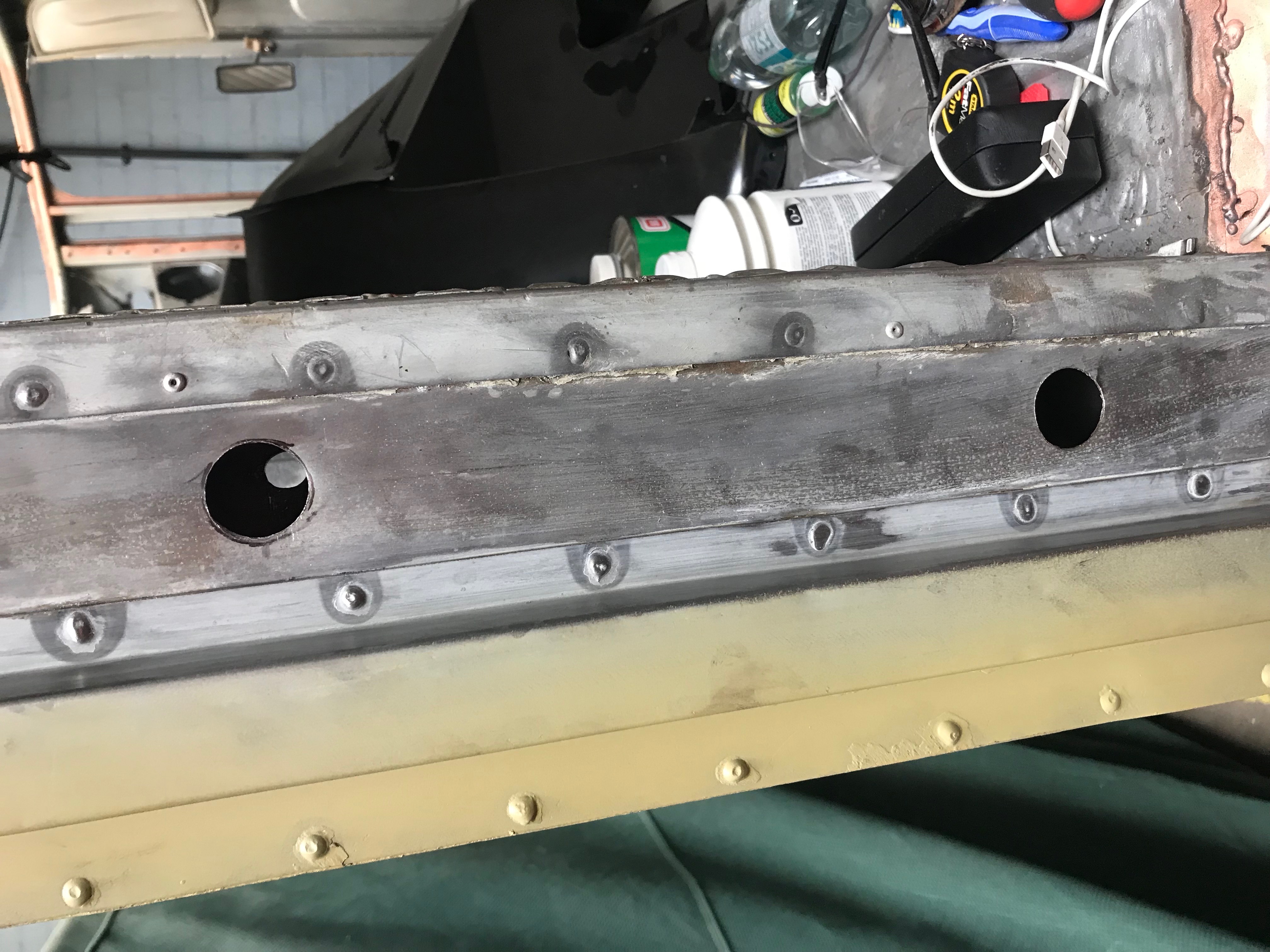
I marked up and drilled some holes in the rear valence panel under the back doors, so that I could retro-fit the second hand bumpers (which were sent from France by a very nice chap who has been following this blog) into what must have been a previous repair panel for a different van (an Acadianne) – I say this because there are no holes in the replacement panel and the word ‘Acadianne’ was written on it, under the paint. Anyway, the plan was to drill the holes, weld a nut to each of the ends of the bumpers and bolt both of them to the rear of the box section that they slot into. Sounded easy enough and actually worked out ok. Here are few pictures




Having fitted the bumper, I mixed up and sprayed some of the ‘Fast’ epoxy primer onto the floors and toe board. This went on really well. I still have to close off where the front of the sills join the toe board – I realised that after I’d painted it… so out with the welder again and re-prime again. I’m going to fold over the bottom edge of the A-panels so that there’s not gap where they meet the sills – something I also should have done before the primer went on.

While on holiday in Crete, I spotted a 2CV engine on eBay, close to where I live in Norfolk and decided that even though my van engine is ok, it would do no harm to have a spare. I can strip it down over the winter, rebuild it and get it ready to fit as and when I need it. So I bought it. When I picked it up, the seller also had a decent bonnet with a good hinge and a few dents and a headlight bar, complete with steel light pods. I thought the headlight bar would be easier to clean up than the one on my van, which has numerous coats of paint on it, but my van is left hand drive and the fittings are different. Never mind, one of my headlight shells has rotted out at the bottom and the ones on the new bar are in perfect condition, so all in all it has worked out well. I’m not sure if I’ll use the bonnet – yet. The engine is complete with carburettor (twin choke) and alternator. It turns over, has clean oil in it and I was assured that it was a runner before it was removed. Perhaps the engine stripdown and re-assembly will feature in a future blog. I might remove and re-paint the tinware and then transfer this to the engine in my van – we will see.

For a few minutes, I thought about fitting both engines to the chassis and making a 4×4 ‘Sahara Van’ – then I realised that this would be a whole new world of pain that I can do well without. Just imagine how hard it would be to get 2 loosely connected engines to work in synch with each other. I think there would be a continual battle between them as to which one was doing most of the work – one engine would dominate while the other engine would sulk and just be there for the ride, literally idling along… It’s a bad idea and the stuff of nightmares. The only realistic outcome would be that I’d still be writing this blog in 5 years time and the project would still be unfinished.
So – what’s left to do? I’ve broken the rest of the work down into 3 tranches
Finish the bodywork – 16 hours
Really this should be called ‘finishing off the tricky bits’. With the new panels all fitted there are a few small jobs that need a bit more care and attention than I was prepared to put in at a time when there were much more rewarding things to do. For example, having got the screen repair panel in place, I now need to tidy up the join where it meets the A-panel and because it would be all to easy to make a real pigs ear of it, I’ve been putting it off.
There’s a split in the flange which will need to be joined up, the flange will need to have a bit trimmed off it, so that it sits just above the recess in the A-panel and there’s an odd bit of metal that needs to be folded over the firewall and then joined to it. I’m not convinced this is all possible with the MIG welder and I might have to braze it or use some lead solder to make it good.. Neither of which I have any expertise in.
Paint the shell and panels – 25 hours
None of this can happen until all the body repairs have been completed
Paint the chassis and put it all back together again – 36 hours
Hmm…..
Of course, all of these estimates will prove to be hopelessly inaccurate – experience has shown that each job takes longer than it should do, because:
- something as yet undiscovered will become apparent and will throw me off track
- a vital tool needs to be procured – which will immediately take on the status of ‘lost’ as soon as it is brought into the workshop
- someone will wander into the workshop for a chat and all planned work for that session will be abandoned
- painting will be a disaster – I have a recurring anxiety dream in which I stand back to admire my work and watch while all the new paint slides off the van and ends up in a pool on the floor before it has had a chance to dry.